既製品でも、締め付け圧力が不足すると簡単に水の侵入を許してしまう事実を体験して、シールゴムでの圧縮の設計が重要と認識した次第です。
●本記事から3か月後、2024年1月20日に漸く手づくりゴムシールで防水構造完成しました。
ポイントは、寸法精度の悪い自作シールゴムでも1点に応力集中させることでシール性を確保することです
=>何回か開け閉めしていると漏れることが発生したので、観察すると、ゴムシールを溝に載せるときにずれてしまうと圧縮が不足する部分が発生して漏れます。そのため、ゴムシールは、溝より細目にして、確実に溝の中に居て圧縮されるように組み込むことが重要です。
こちらの記事をご覧ください。3Dプリントのメリットを生かしたかまぼこ型シール溝が効果絶大です。
3Dプリント造形では、JISの規格外(表面粗さ、剛性)なので、JISで作った溝では溝漏れしてダメです。
●3DP防水ケース完成した記事 これだけで作れますが、手間(防水試験しながら進める)と時間(まるまる4日)かかります。
一挙に作ろうとすると大変なので、造形を2週間、塗って防水試験を1か月で完成させるくらい時間余裕みたほうがいいです。
【STA24】3Dプリント防水ケースその12<防水ケース完成_備忘録>
※2024年1月7日(3か月後の結果 防水試験をやりながら改良するのでか月単位でかかります)
いろいろ造形して、シール溝で防水試験やったきましたが、JIS規格のシール溝では、全然役にたちませんでした。3D造形物がJISレベルの物ではないからです。
原因1:表面粗さが粗いので、数十μmも凹凸があればそこから水が浸透してしまう。=>コーキング剤埋め対策
とOリングのつぶし量は最大にする。φ3で1,1ミリつぶしてます。
原因2:シールゴムをフタをネジ締めで圧着すると、全体が変形して、逆に隙間が発生してしまう場合があって
シール部の造形形状は、円柱状で均一な壁厚さにする必要が=>壁を厚く5ミリ以上
原因3:シール部以外に、全体的に壁から水が浸透するので、防水剤の厚塗りが必須です
使った防水剤:パジコ(Padico) 粘土用塗料 防水材 ツヤなし 100ml 2944
●最終対策:結局あちこちで、水が浸透してくるので、水性防水剤を下塗りしたあとに、ラッカースプレーを2回ほど厚塗りすることでようやく水の浸透を防止することができました。
【STA24】3Dプリント防水ケースその11<クリアラッカー2重塗り>
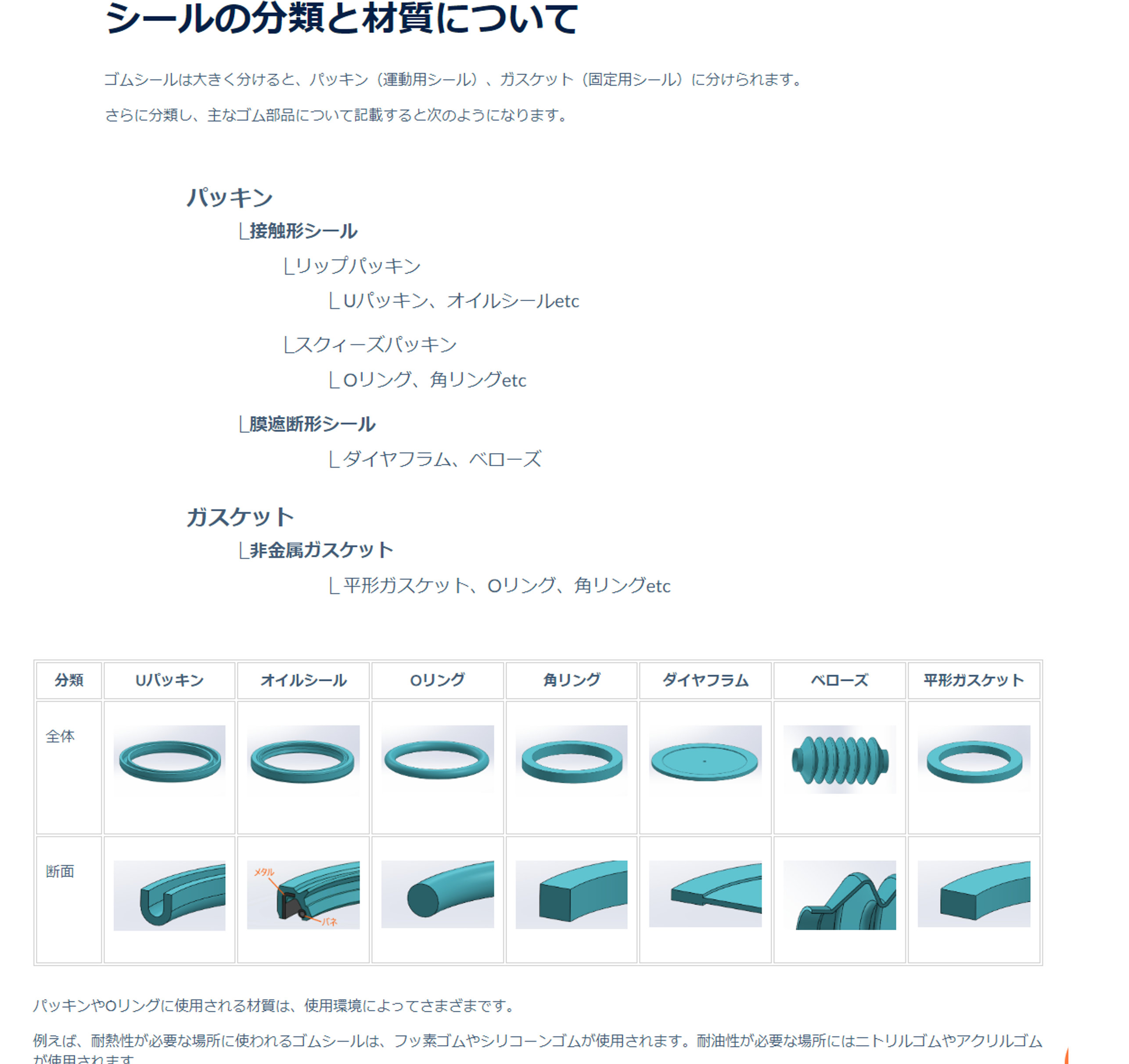
●ゴムシールの基礎調査
ゴムのイナキの解説がシンプルで判りやすいので、ここでコピーさせていただきます。
https://media.inaki.co.jp/seal

他のリンク
①角リングの圧縮率
https://okbizcs.okwave.jp/mori.nc-net/qa/q9468322.html
②Oリングの基礎
https://sibucho-laboratory.com/basics-o-ring/
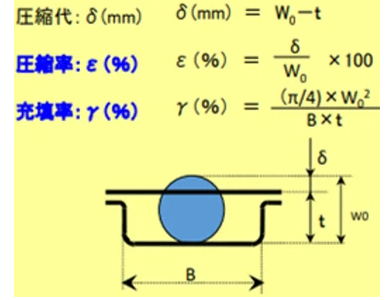
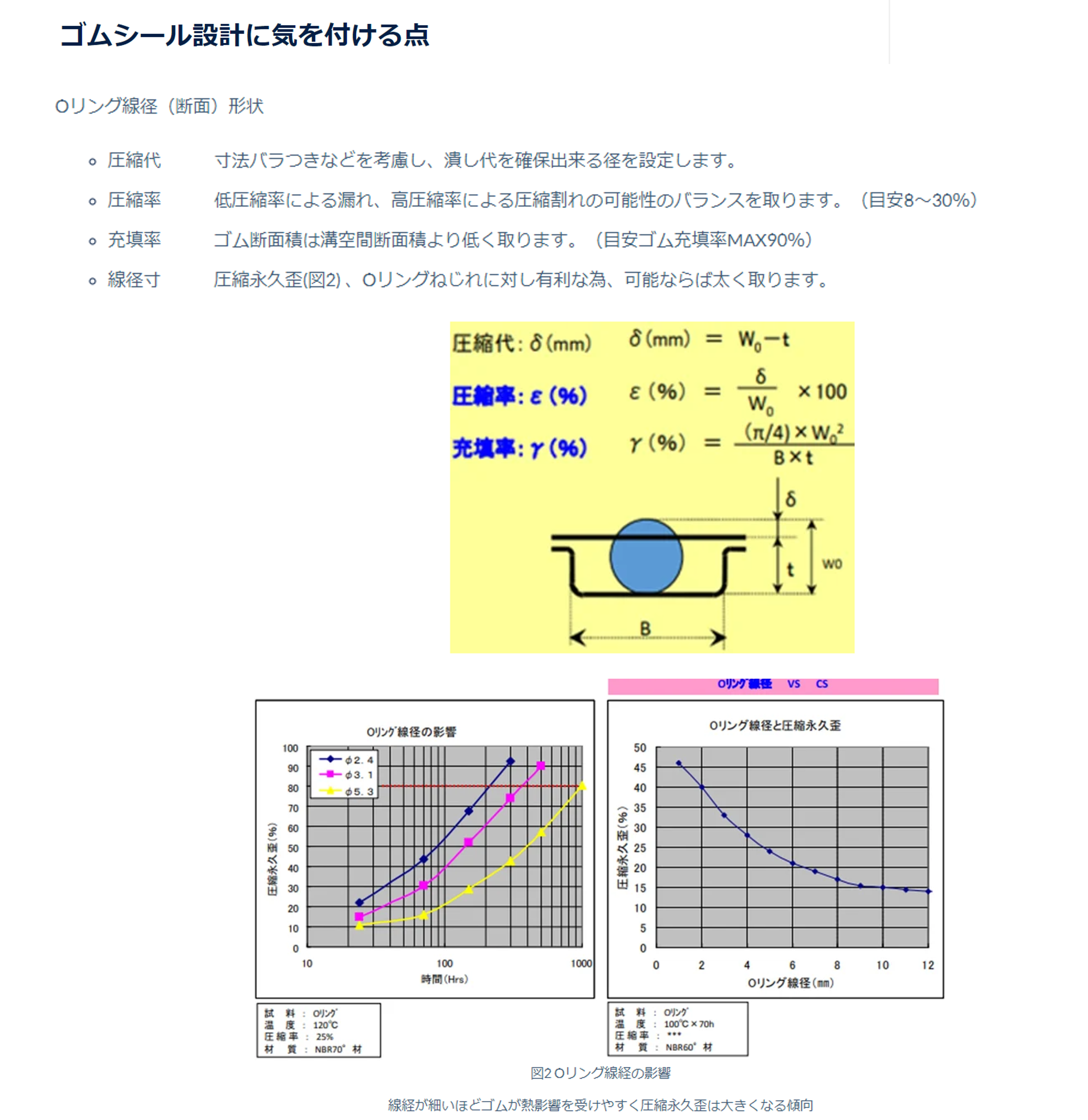
●シールと溝の設計方法
上記図面と計算式が重要で、圧縮代が30%充填率が90%で設計すればいいということです。
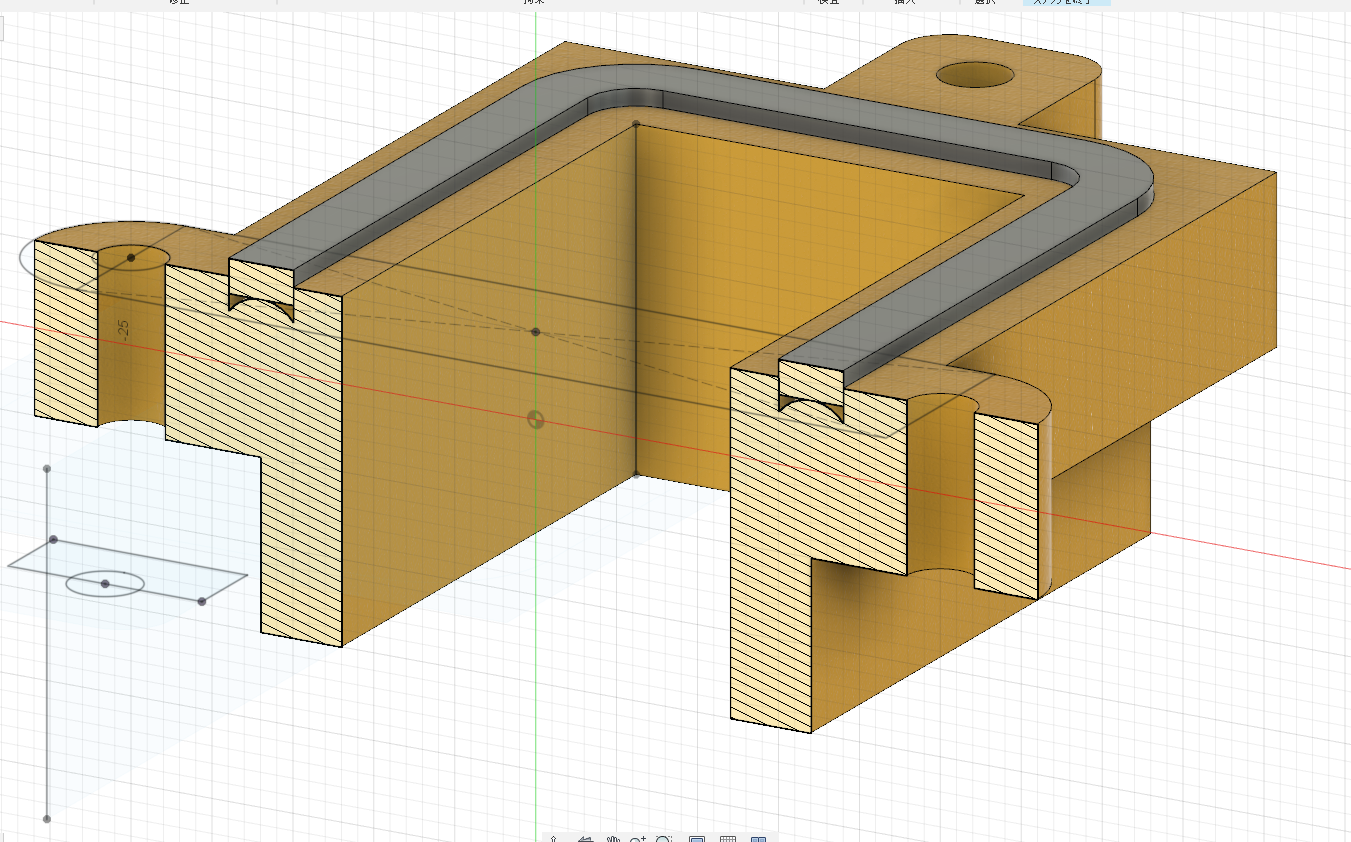
※2023年12月17日 JIS規格での角みぞOリングでは、3DP造形物はダメでしたが、丸溝にすることで成功しました
ついに防水Oリング構造を試作できました。Oリング溝を角型でなく丸型にして面接触にすることで3D造形の面粗さをカバーする原理です。
●試作用ゴムシール
今回は、四角なフタ形状のシールゴムなのでOリングなく、シリコンゴムシートから切り取って自作シールを作ることにしました。
角リングというものですが、角リングはJISにも規格がないため、Oリングの設計に準じて作ってみます。
角リングは。WEBでは、この記事しかありませんでした。
https://www.kotanikk.com/seal/tech/post-13935/
●フタとケースの設計留意点
PLAですので、曲げ弾性率が4.0GPaとほとんど剛性無いです。
鉄が210GPa アルミが70GPa付近ですので、 50~20倍の剛性差ですので、
構造設計で補えるかどうかですが、金属板をインサートさせて補剛を検討します。
●以後
10月末に、角リングのシール試作して実験しようと思います。