IE(IntelligentExtruder)の基礎評価初回は、Extruderの搬送力測定です。
フィラメントによって、スリップ限界力を測定しました。
HICTOP Prusa i3のダイレクトエクストルーダのギア変更品を使ってます。
●方法
※今回は、試行のため室温で測定しましたが、温度によって搬送スリップ力が変わりますので、後日温度による測定も行います
①エクストルーダにかかる力の測定方式
エクストルーダフレームを2個のロードセルで支持する方式は、不静定構造だったため
ちょっとしたネジのゆるみで非線形挙動が発生してしまって、不安定だったため、断念しました。
不静定構造で安定させるためには、ネジ止めなどチャチイ構造でなく、全体を一体型の構造にしないと非線形挙動がでてしまいます。フライス盤などがあれば一体型が作れるのですが、大変なので
ネジ止めでも測定できる方法としては、静定構造にして、できるだけ剛性を高める取り付け方式を工夫しました。
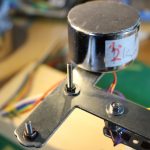
1)ロードセル1本をいかにしっかりと固定するかですが、2kgの中華ロードセルの場合
片方が2穴でもう片方が1穴です。1穴のほうが、ネジ1本でねじると回転してずれてしまうので
回転しないようにアルミ板2ミリで回転抑え板を取り付けて、回転方向の変形を抑えました。

2:L字金具も厚さ3.1ミリの鋼板をつかって、曲げ剛性を高めました。金のこで切るのに小一時間かかってしまいましたが、この厚さが決めてとなりました。

③I-Extruder用基板
NucleoF446RE上に基板を作りました、ロードセルは最大3個使って、ロータリーエンコーダーの
端子も用意しました。3DPの発生する力は弱いですが速度が速いので、LT1167でアナログインで電圧測定することで、応答速度を最大500Hzまで上げられるようにしました。

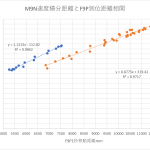
④ロードセルのキャリブレーション
フィラメントを送るときの力を測定するためにフィラメント経路にワイヤを張って錘をぶら下げてロードセルの校正を行いました。


結果は、中華ロードセルでも4ナイン程度の線形性がでてます。安定性に関しては、静定構造なので大丈夫です。

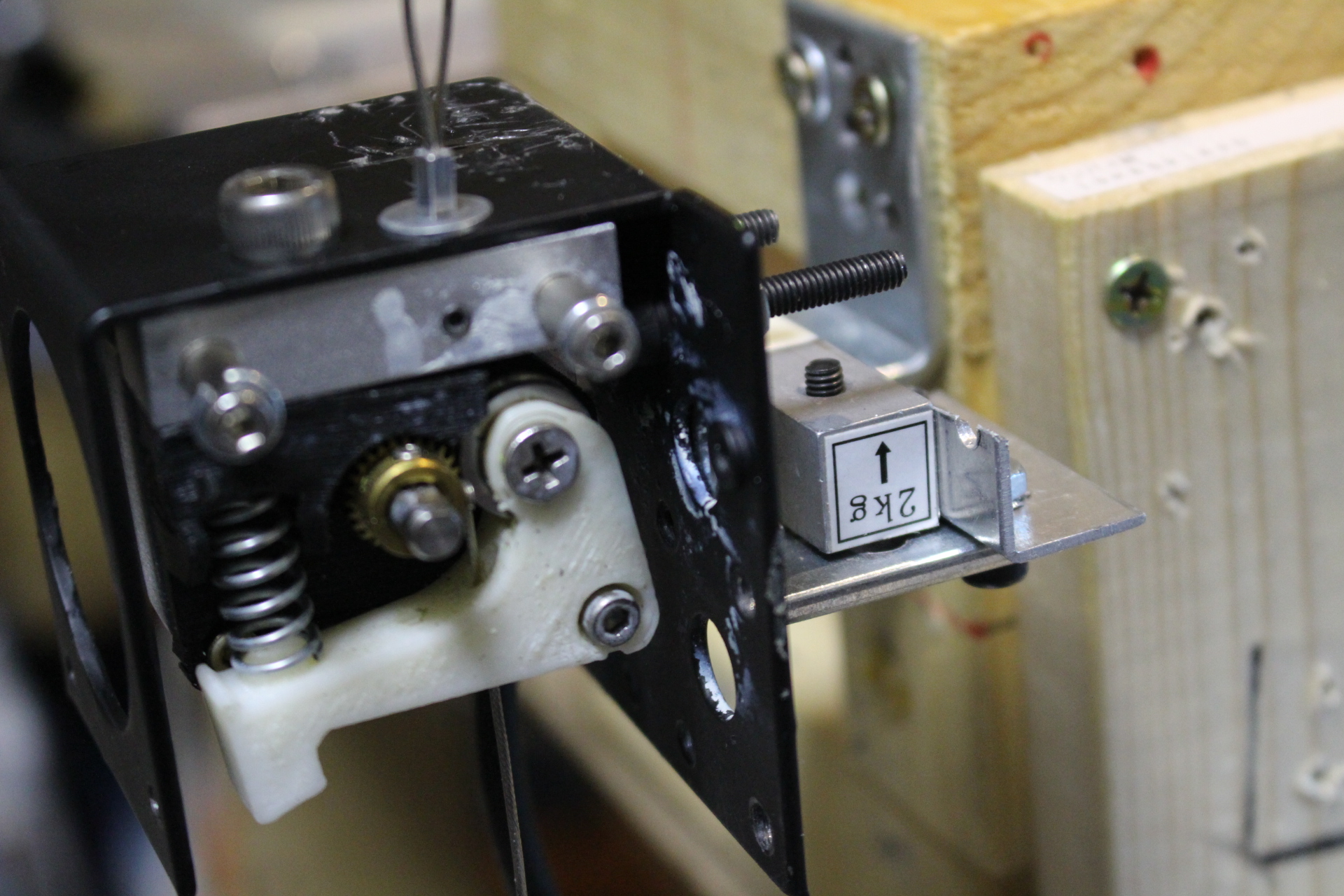
●フィラメントのスリップ力測定
①スリップさせる方法
Extruder全体を逆さに固定して、フィラメントを通して、フィラメントをストッパ金具で締め付けて固定します。無負荷状態から100㎜送り信号を3DPへ送信して、動き出したら、手でストッパ金具を抑え込んでフィラメントをスリップさせます。その時のExtruderにかかる力をフィラメントのスリップ力として測定する方法です。

➁測定条件
Simplify3Dのジョグ機能を使って、Extruderモーターを回転させます。
※Extruderモーターは、ホットエンドが200℃程度まで上がらないと
回転しないので、ホットエンドを空間にぶらさげて200℃に昇温させてから回転動作をしてます。測定中はずっとホットエンド200℃です。

送り条件:速度1240mm/min 1回の送り量100mm
●結果
①ABS白

➁PLA白
柔らかくめり込みやすいので、搬送力は高めになる

③CarbonFill
ABS,PLAに比べて100gfほど低い、スベリ易い点で、不安定さがある、これが、カーボンは目詰まりしやすい一因となっていることが分かった。カーボンの搬送力を向上させる送りローラがあればいいことが分かる

●以後
今まで現象だけおって、3DPプリント条件を決めてきたが、決定打がなくて、ばらついて、4M変動に非常に弱かった印象があった。今回精度よく搬送スリップ力を測定できたことで、CarbonFillフィラメントの搬送スリップ力が弱くばらつくことが判明したことは、今までCarbonFillが不安定なプリント現象の解明の突破口になると思います。IEの基礎評価を続けていきます。