エクストルーダーの押出力と押出量と吐出量が測定できるようになって、これからどうやってインテリジェント化するかということで、アルゴリズムを考える前に、基礎知識としてエクストルーダーの理論的背景を学習するために、WEB検索してみました。
①3DPエクストルーダの研究論文
2016九州工大から論文でてました
「樹脂吐出シミュレーションを用いたデルタ3Dプリンタの高速造形に関する研究」
https://www.jstage.jst.go.jp/article/pscjspe/2016S/0/2016S_555/_pdf/-char/ja
結論1:樹脂吐出後の吐出量は押出量に収束する
結論2:押出と吐出の時間差は押出量が増加するほど時間差が開く
樹脂吐出 といえば、樹脂成型機の技術は日本が世界のTOPクラスなので、樹脂インジェクション関連で検索すれば技術情報が得られるので、検索「溶融樹脂吐出 」で検索すると
➁HEISHIN社の 「吐出 の羅針学」という技術コラムありました。
以前から材料力学の公式集を使わせていただいていたHESHIN社ですが、さすがに力学のプロという感じがしました。
モーノディスペンサという優れモノのディスペンサを製品化されてました。
http://www.mohno-dispenser.jp/commitment/construction.html
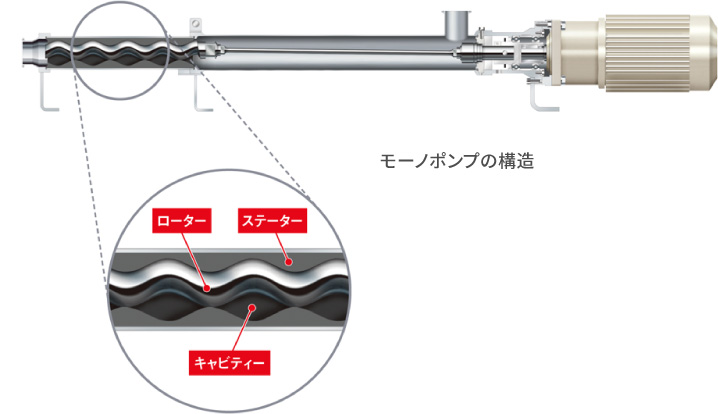

樹脂のインジェクションとは違って接着剤などの高粘度の液体を中心に解説されてました。
粘度がキーワードになるので「溶融粘度」で検索すると
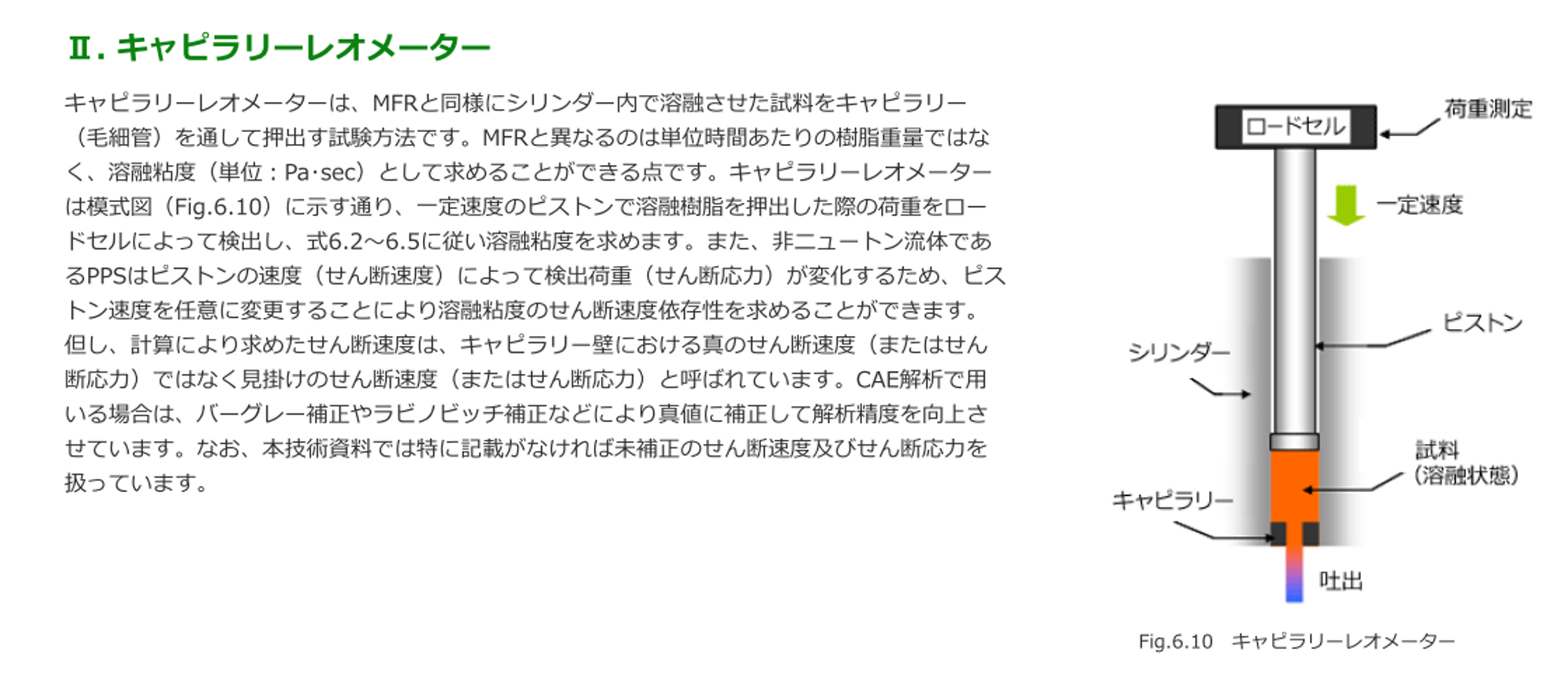
③東レの溶融粘度特性のページがありました。
https://www.toray.jp/plastics/torelina/technical/tec_017.html

計算式と解説もあります

キャピラリーレオメーターで測定した結果は溶融粘度として計算されますので、それを各種プロットで表してます
1)横軸:せん断速度x縦軸:溶融粘度
2)横軸:温度x縦軸:溶融粘度
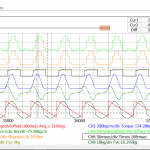
より詳細に調べていくと R6000ツインキャピラリーレオーメーターの計算解説がありました。
https://japan.r6000.com/product_jp/formula.html


●R6000測定原理説明
https://japan.r6000.com/product_jp/mainpart.html
ポイント1:スピードを15段階程度に変化させながら、平衡圧力を測定する
平衡圧力=押出と吐出が平衡して、圧力変化がフラットになった時点の圧力

ポイント2:せん断粘度の求め方

ポイント3:ポリマーがノズルで絞り込まれたときの粘度を伸長粘度という。一般的な粘度は、せん断粘度である。

ポイント4:圧力誤差が10-30%もあるため、補正する必要
更に、ノズルの形状を変えて測定することも重要


ポイント5:温度3水準以上、ダイの長さをゼロ、ロングで比較

●以後
上記式を理解しながら、IEの基礎実験をして、溶融粘度をパラメータとしてエクストルーダを理解してIEのアルゴリズムを開発していきます。