
カーボンフィラメントは、毎回のように、スロート内のフッ素チューブを交換したりするので、ノズル高さが毎回くるってしまいます。そこで、簡単に精度よくギャップ調整できる方法を開発してHICTOP PRUSAを改良してます。
●動機
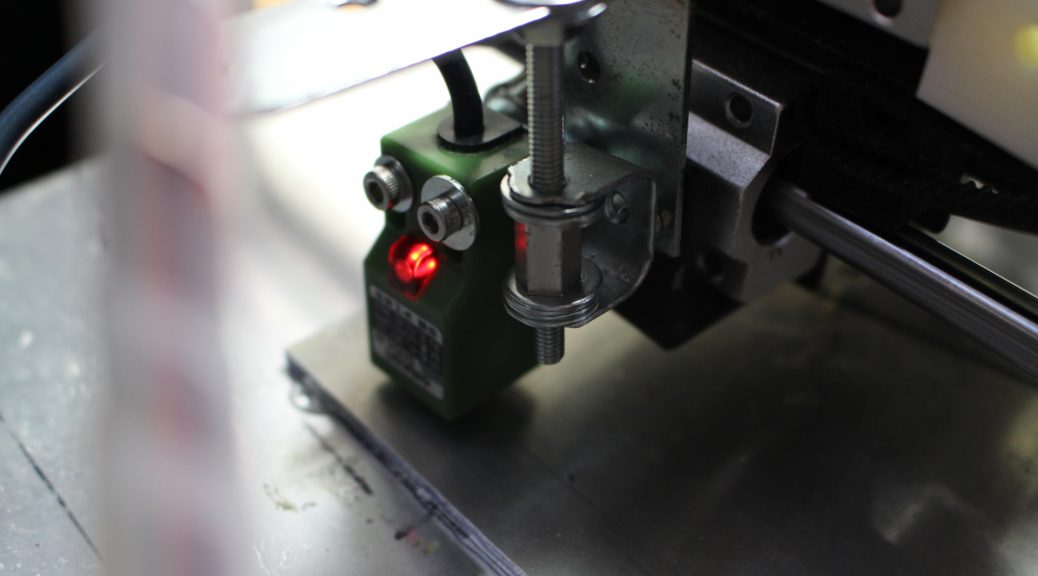
レベリングセンサSN04-Nの精度測定で±0.1mm程度毎回のオートレベリング動作で発生することから、毎回センサ位置を手動で微調整しながらノズルとベッド表面をシックネスゲージをみながら、センサ高さを変えることで最適ギャップを得られる冶具を作成しました。手持ちの材料で3時間でできましたのでこれから何十回も調整作業をするので、開発効率を上げられる冶具だと思います。
 ●原理
●原理
垂直に固定されたM4x50mmネジに六角長ナットが通っていてそれをスパナで回転させることで、センサが微小量上下する機構で、ギャップを微調整します。
●購入材料
八幡ネジのサイトが総合的に閲覧できますが、ホームセンタにいけば類似品はたくさんあります。
http://www.yht.co.jp/ctlg/010a.asp?dept_code=02&category1_code=12&category2_code=04
①L字金具(金折) 50~65mm角 1本

②T字金具 1枚(このパーツが肝です)

●T字の加工
47x40mmの小さい板を箱型に曲げます。\r\n箱の長さが20mm付近で曲げますが、ペンチとか万力に挟んで\r\n曲げますので、寸法は±3mmくらいずれますので、後で、Φ4の穴をハンドドリルかリーマで通し穴をあけます。
‘

③6角スペーサー
高ナットだと20mm以上なので、スペーサーだと長さに自由度があります。これはモノタローのほうにあります。上記曲げの結果で高ナットの長さも変わりますので、10~20mmまで何種類か1本ずつ用意しておいたほうがいいです。
https://www.monotaro.com/g/00428605/?t.q=ASF

④周り止めのSUS薄板
これはスペーサを回すことでセンサ全体が連れまわりするのを部防止する重要な部品です。SUSの0.5mm板か鉄板でもいいですが板ばね性のある板でT字とL字の間をはさむ部品です。

⑤ねじ類
エクストルーダは、すきまが少ないで長めのネジだと部品にあたってしまって組み立てられなくなるので、M3の6角穴付ネジなら\r\n長さ8,10,12,15,20,25mmを用意しておいたほうたいいです。
●組みあがり写真を見て参考にしてください



(

●調整方法
①電源ONの前にスペーサーねじを左回しさせて、センサをノズルより下へ移動させておきます。
②電源ONで、Simplify3Dのメカコントロール窓から\r\nXYZのHOMEを行います。ZHOMEは、センサが下へ行ってますのでノズルギャップは数mm空いたHOME位置になります。
③シックネスゲージ1mm、0.5mm、0.25mm、0.1mmを用意します。現在のノズルギャップを1mmが通なのを確認します。
④現在センサの赤ランプが点灯しているので、スペーサーネジを右に回して、ランプが消灯させるまで回します。回し終わったら、Simplify3DでZHOMEのみを行ってHOME位置を下げていきます。
<スペーサネジを60度毎に右に回してセンサを上へ移動させます。センサが上にいくとノズルはベッドに近づきます。M4ネジピッチ0.7mmですので、スペーサーネジ1回転で0.7mm下がります。微調整なら60度回しで約0.1mmさがります。



⑤0.5mmが止めになったら、スペーサネジの右回し角度を30度程度にして0.05mmずつさげてZHOMEを下げていきます。0.25mmが止めになって0.1mmが通なら調整完了です。
●以後
今までセンサ位置を決めるのがうまくできなくて泣き寝入り状態になっていたのですが、この冶具のおかげで0.05mm精度でセンサ位置を調整できるのが超便利で、効率が格段と向上しました。改造しやすいHICTOP Prusaに感謝です。
\なお、近接センサでは、精度が±0.1mmなのでもっと精度がよいセンサの自作もアイデアを練ってます。
以後、カーボン用のスロート内樹脂チューブが集まったので、\r\n交換して、どれがいいか評価していきます。





